- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

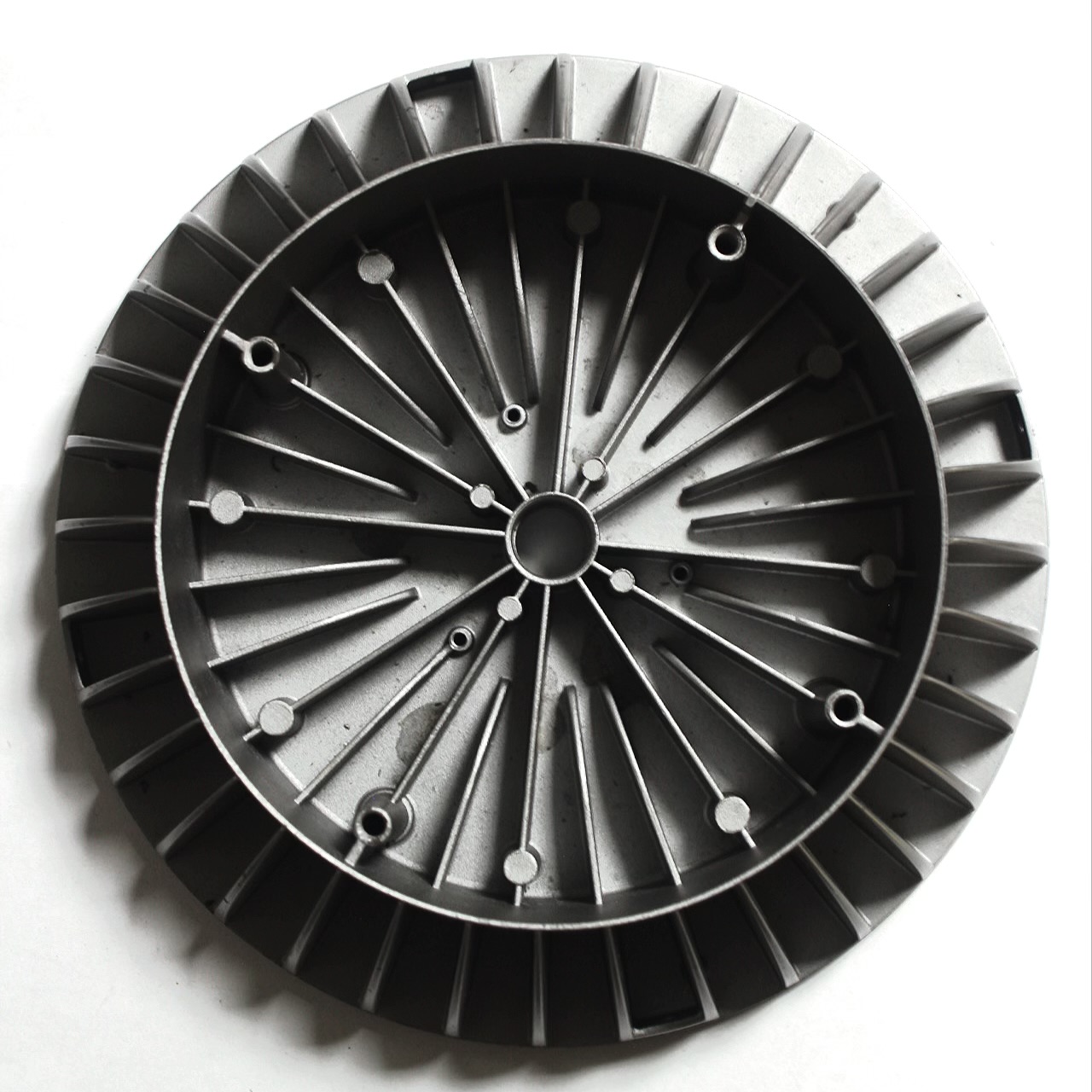
Care este diferența dintre turnare și turnare sub presiune?
一. Diferite istorii de dezvoltare
1. Turnare: Turnarea este cea mai veche tehnologie de prelucrare termică a metalelor stăpânită de oameni, cu o istorie de aproximativ 6.000 de ani. China a intrat în perioada de glorie a turnărilor de bronz între aproximativ 1700 î.Hr. și 1000 î.Hr., iar măiestria sa a atins un nivel foarte înalt.
2. Turnare sub presiune: În 1838, pentru a fabrica matrițe pentru tipărirea tipului mobil, oamenii au inventat echipamente de turnare sub presiune. Primul brevet legat de turnarea sub presiune a fost eliberat în 1849. Era o mică mașină manuală folosită pentru a produce tipar tip mașină.

二. Definiții diferite
1. Turnare: un proces de prelucrare termică a metalului. Este o metodă de turnare a metalului lichid într-o cavitate de turnare care se potrivește cu forma piesei, iar după răcire și solidificare se obține piesa sau semifabricatul;
2. Turnare sub presiune: Un proces de turnare a metalului. Este o metodă de turnare de precizie care utilizează presiune înaltă pentru a forța metalul topit într-o matriță de metal de formă complexă.

三. Caracteristici diferite
1. Turnare: Poate produce piese cu forme complexe, în special semifabricate cu cavități interioare complexe; are o adaptabilitate largă, iar toate materialele metalice utilizate în mod obișnuit în industrie pot fi turnate, variind de la câteva grame până la sute de tone; materiile prime au surse largi și prețuri mici, cum ar fi fier vechi, piese vechi, așchii etc.
2. Turnare sub presiune: Piesele turnate au o precizie dimensională excelentă și pot turna direct structuri interne, cum ar fi manșoane de sârmă, elemente de încălzire și suprafețe de rulment de înaltă rezistență. Alte avantaje includ capacitatea sa de a reduce sau evita prelucrarea secundară, viteze mari de producție, rezistențe la tracțiune de turnare de până la 415 MPa și capacitatea de a turna metale foarte fluide.
四. Domenii diferite
1. Turnare: include în principal turnarea cu nisip și turnarea specială. Turnarea cu nisip include matriță de nisip verde, matriță de nisip uscat și matriță de nisip cu întărire chimică. Turnarea specială include turnarea cu investiții, turnarea matrițelor metalice, turnarea sub presiune, turnarea la presiune joasă, turnarea centrifugă etc.;
2. Turnare sub presiune: Doar un tip de turnare sub presiune.

Tipurile de turnare sunt după cum urmează:
1. Metoda de turnare a matriței cu nisip
Nisipul este folosit ca material de turnare. În funcție de diferitele compoziții de nisip, acesta poate fi împărțit în turnare cu nisip verde, turnare cu nisip uscat la suprafață etc. Cu toate acestea, nu tot nisipul poate fi folosit pentru turnare. Avantajul este ca costul este mai mic deoarece nisipul folosit in matrita poate fi refolosit; dezavantajul este că producția matriței necesită timp și matrița în sine nu poate fi refolosită și trebuie distrusă înainte ca produsul finit să poată fi obținut.
2. Metoda de turnare a matriței metalice
Pentru realizarea matriței de turnare se folosește un metal cu un punct de topire mai mare decât materia primă. Este subdivizată în turnare gravitațională, turnare la presiune joasă și turnare la presiune înaltă. Metalele care pot fi turnate sunt limitate și de punctul de topire al matriței.
3. Metoda ceară pierdută
Această metodă poate fi metoda de turnare a filmului exterior și metoda de turnare solidă. Această metodă are o precizie bună și poate fi utilizată pentru turnarea metalelor cu punct de topire ridicat (cum ar fi titanul). Cu toate acestea, deoarece ceramica este destul de scumpă, iar producția necesită încălziri multiple și este complicată, costul este destul de scump.
Deci, care este diferența dintre turnarea sub presiune și turnarea gravitațională obișnuită? Vă rugăm să consultați tabelul de mai jos:
|
turnare gravitațională |
turnare la presiune joasă |
turnare sub presiune |
|
|
Gama metalică aplicabilă: |
nu este limitat |
În principal metale neferoase |
Folosit mai ales pentru metale neferoase |
|
Greutatea maximă a pieselor turnate |
fara limita |
Până la sute de kilograme |
Piese turnate mici și mijlocii |
|
Grosimea minimă a peretelui pieselor turnate (mm): |
3 |
2-5 |
0,5-14 |
|
Toleranță dimensională de turnare |
100±1 |
100±0,4 |
100±0,3 |
|
Finisajul suprafeței de turnare |
Scăzut |
mijloc |
înalt |
|
Turnare de calitate internă |
Scăzut |
mijloc |
înalt |
|
Productivitate |
Scăzut |
mijloc |
înalt |
|
Domeniul de aplicare |
Diferite turnări |
Eeu am piese electrice rotor, carcasă, cutie |
Piese auto, calculatoare, electrice,aparate și ceasuri |
Anterior:Tehnologia de ștanțare