- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Acasă
>
Produse > Ștanțare de precizie a metalelor > Ștanțare din aluminiu > Matrice personalizate pentru ștanțare metalică





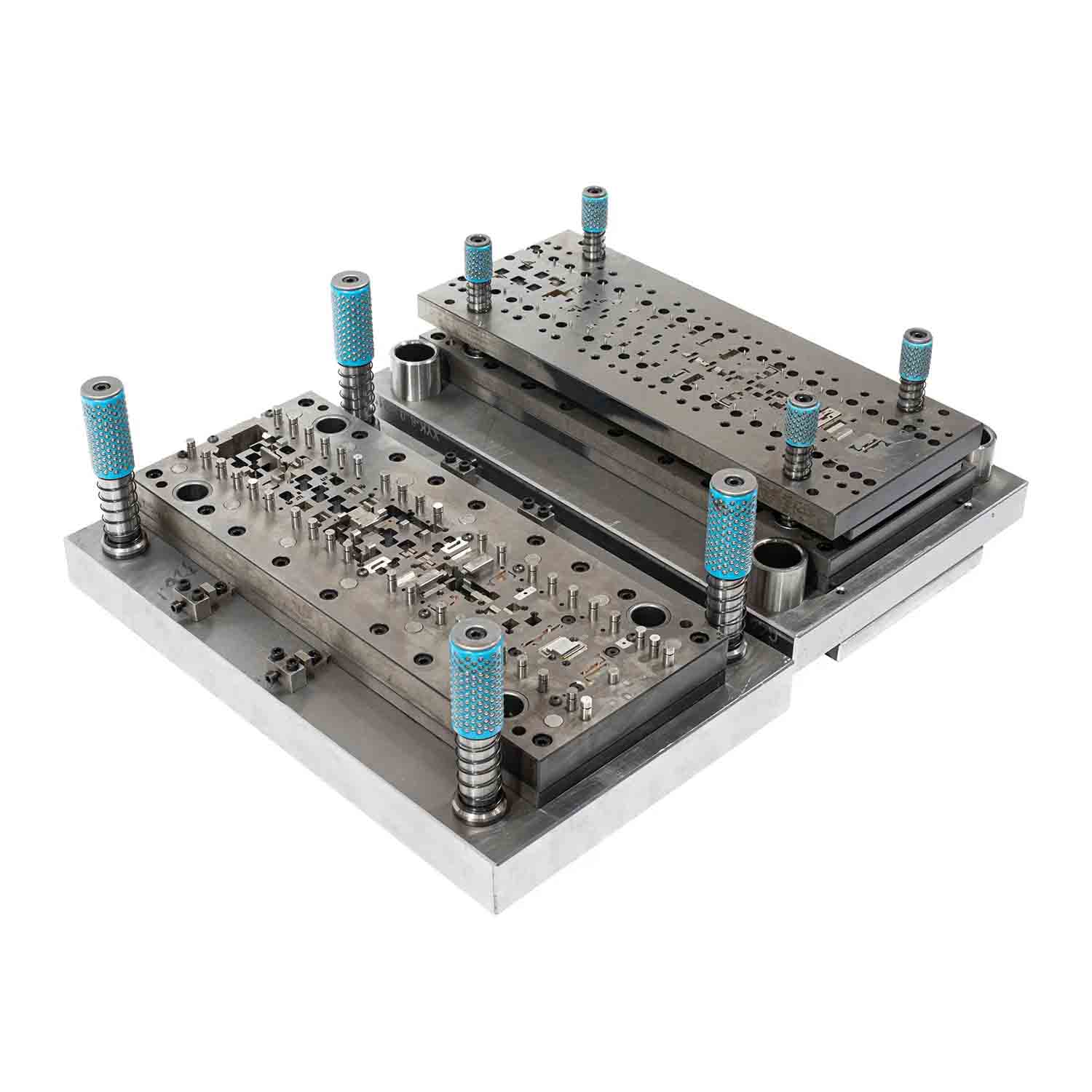
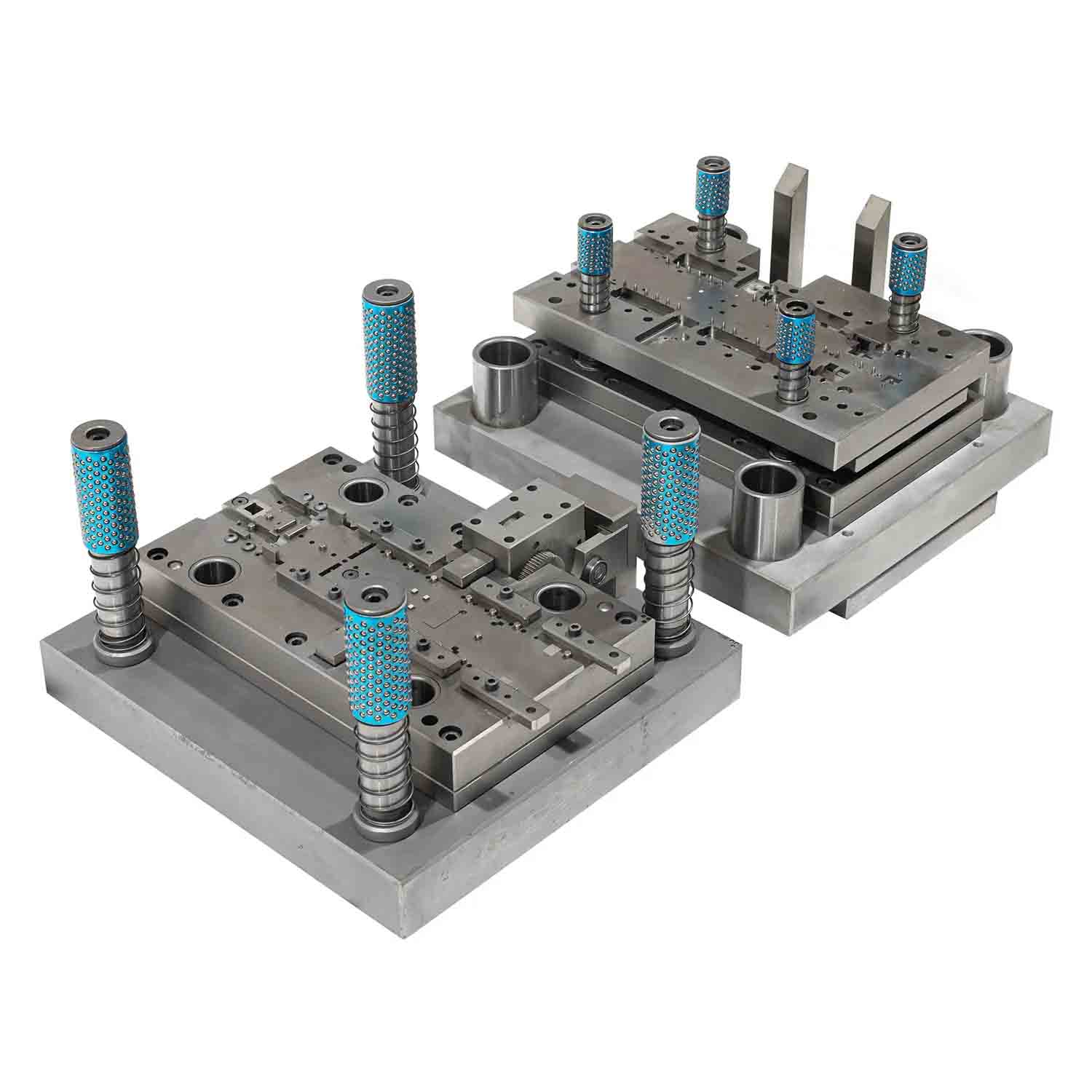
Matrice personalizate pentru ștanțare metalică
Matricele de ștanțare pentru metal personalizate de la Xiamen Hongyu Intelligent Technology Co., Ltd. sunt utilizate pe scară largă în industrii precum automobile, îngrijire medicală și aerospațială, specializate în producția de matrițe de precizie pentru piese metalice de înaltă calitate. De obicei, se adoptă materiale de înaltă rezistență, cum ar fi oțelul sau aliajul dur. Hongyu poate personaliza modelele în funcție de nevoile specifice ale fiecărui client.
Trimite o anchetă
Descriere produs
Producția de matrițe de ștanțare personalizate pentru metal este o metodă de prelucrare industrială comună utilizată pentru a prelucra materialele în forme specifice. Este un proces foarte comun în producția de produse de masă. Scenariile de aplicare ale prelucrării matrițelor sunt foarte extinse, variind de la piese auto, aerospațiale până la accesorii hardware. Prin urmare, matrițele sunt cunoscute și ca „mama industriei”. În China, Xiamen Hongyu Intelligent Technology Co., LTD., ca una dintre cele mai importante întreprinderi de ștanțare a metalelor, are un control strict al calității. Prin inspecția materiilor prime, inspecția procesului și inspecția finală, suntem dispuși să prezentăm clienților noștri cele mai bune produse.
Stabiliți planul procesului
Formularea planului de proces al matrițelor de ștanțare a metalelor este o parte importantă. Analiza procesului include analiza procesului bazată pe caracteristicile formei, acuratețea dimensională și cerințele de calitate a suprafeței piesei de prelucrat. În primul rând, este necesar să se confirme și să enumere toate procesele de bază care trebuie utilizate, cum ar fi decuparea, perforarea, îndoirea, întinderea, flanșarea și bombarea.
Pe baza calculelor procesului și a cerințelor de formă și precizie dimensională, se determină numărul de procese, cum ar fi numărul de timpi de întindere pentru piesele întinse și numărul de timpi de prelucrare pentru piesele îndoite etc.
Secvența de procesare este determinată pe baza caracteristicilor de deformare ale prelucrării, a cerințelor de precizie dimensională și a confortului operațional. De exemplu, dacă un produs necesită atât metode de ștanțare, cât și de procesare îndoire, ar trebui să fie ștanțat mai întâi și apoi îndoit sau îndoit mai întâi și apoi ștanțat?
Pe baza diverșilor factori, cum ar fi lotul de producție, dimensiunea, cerințele de precizie, nivelul de producție progresiv de ștanțare a matriței și capacitatea de producție a echipamentelor, cum ar fi procesul de ștanțare compusă, procesul de ștanțare continuu etc., în general, loturile mari, cerințele de precizie scăzută, materialele groase și produsele de dimensiuni mari sunt potrivite pentru producția cu un singur proces. Produsele de înaltă precizie sunt potrivite pentru ștanțarea matrițelor compuse.

Proprietăți de formare
Materialele metalice sau nemetalice sunt plasate în matrițe de ștanțare metalice, iar mașina de ștanțat se aplică presiune pentru a deforma materialele, obținându-se astfel piesele necesare. Acesta este procesul de ștanțare. Tehnologia de ștanțare este aplicată pe scară largă și poate prelucra foi metalice, bare și materiale nemetalice. Procesarea de ștanțare se efectuează în principal la temperatura camerei.
Fabricarea matrițelor necesită nu numai o precizie ridicată de prelucrare, ci și o bună calitate a suprafeței pieselor prelucrate. Toleranța de fabricație a părții de lucru a unei matrițe obișnuite trebuie controlată cu ± 0,01 mm, iar pentru unele piese de înaltă precizie, trebuie chiar controlată la nivelul micrometrului. Între timp, rugozitatea suprafeței piesei de lucru trebuie să fie, de asemenea, mai mică de 0,4 μm. Precizia matriței determină precizia produsului, iar rugozitatea matriței determină rugozitatea produsului. Partea de lucru a unei matrițe de ștanțare a metalului este de obicei o suprafață curbă complexă compusă din două sau trei dimensiuni, care are cerințe ridicate pentru duritatea materialului. De obicei, este fabricat din materiale precum oțel de scule călit pentru a îndeplini cerințele de lucru de mare intensitate ale procesării repetate de ștanțare a matrițelor.
Diferitele cerințe de performanță ale proceselor de ștanțare nu sunt absolute, mai ales în contextul dezvoltării rapide a tehnologiei de ștanțare în prezent. Trebuie să selectăm o metodă de procesare rezonabilă bazată pe cerințele și posibilitățile reale de producție, să formulăm corect fluxul procesului de ștanțare și să alegem o structură de matriță adecvată, care să îndeplinească nu numai cerințele tehnice, ci și condițiile procesului de ștanțare.
Proiecta
Proiectarea matrițelor de ștanțare a metalelor este un proces sistematic și cuprinzător, care implică deformarea materialului, calculul mecanic și prelucrarea de precizie. De exemplu, o matriță de ștanțare este o matriță utilizată pentru tăiere, ștanțare sau perforare. Cele mai multe dintre ele sunt utilizate în domenii precum tăierea garniturii și tăierea pieselor de feronerie. Deoarece suprafața de tăiere a matriței trebuie ștanțată în mod repetat, este necesar să se ia în considerare tratamentul termic al muchiei de tăiere, cum ar fi prelucrarea acesteia la HRC58-62 grade sau placarea cu titan. Acest lucru poate prelungi durata de viață a matriței și poate reduce impactul bavurilor excesive cauzate de uzura mucegaiului asupra tăierii accesoriilor.
Hot Tags: matrițe de ștanțare a metalului personalizate, China, producători, furnizori, fabrică, cotație, calitate
Categorie aferentă
Ștanțare din aluminiu
Ștanțarea pieselor din alamă
Ștanțare părți din oțel inoxidabil
Ștampilare parte Inconel
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.