- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Introducere în tehnologia de ambutisare adâncă: panourile ușilor frigiderului și tamburele mașinii de spălat
1. Prezentare generală a procesului de desenare adâncă
Deep Drawing este o tehnologie de prelucrare a metalelor utilizată pe scară largă în fabricarea diferitelor produse industriale. Este folosit în principal pentru transformarea tablelor metalice în produse cu adâncime și forme complexe prin echipamente de ștanțare. Acest proces nu numai că poate produce piese cu rezistență ridicată și forme complexe, ci și poate îmbunătăți utilizarea materialului și reduce generarea de deșeuri.
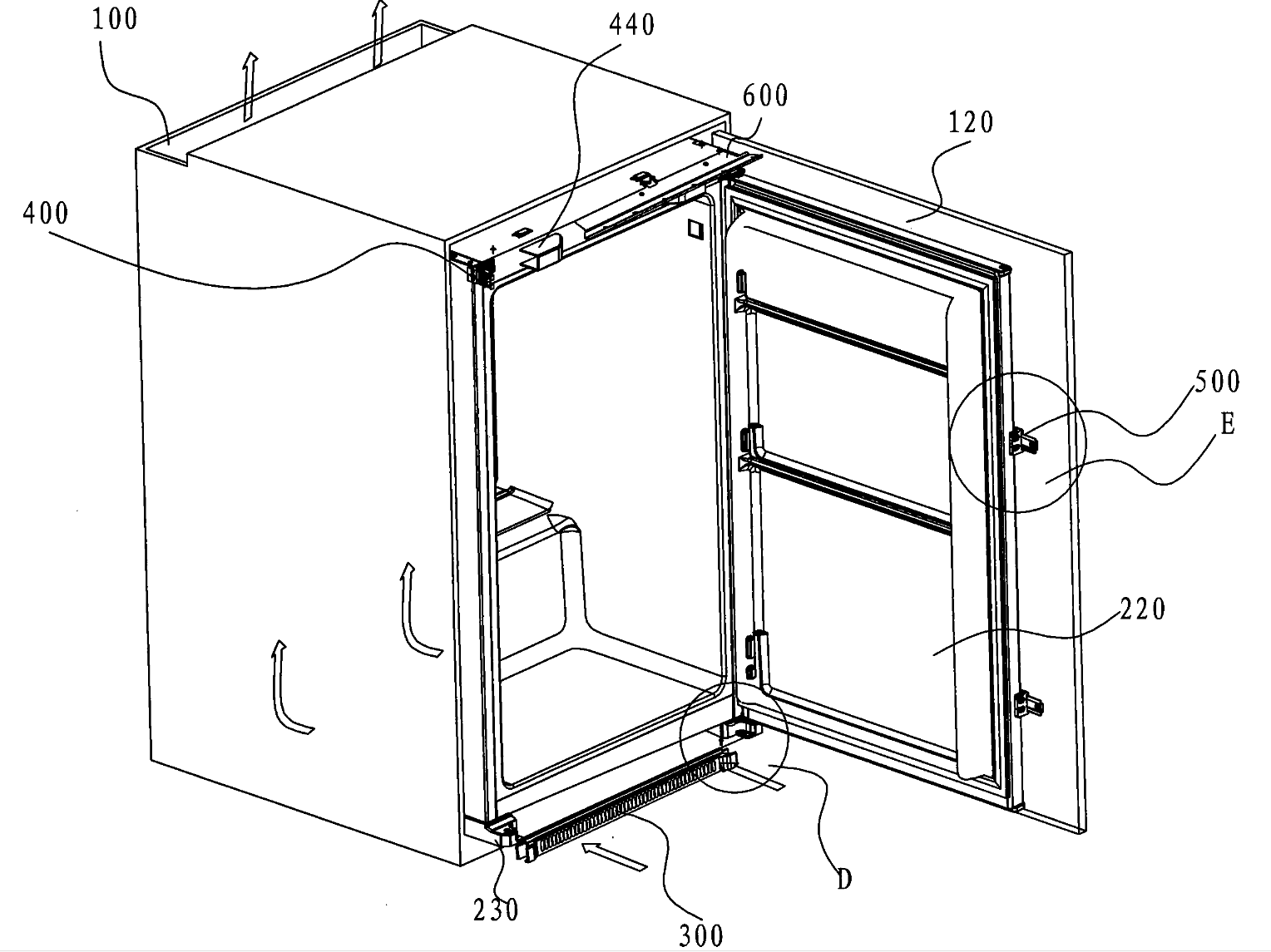
2. Procesul de embotire adâncă a panourilor ușii frigiderului
2.1 Fluxul procesului
Fabricarea panourilor pentru ușile frigiderului începe de obicei cu selecția materialelor metalice adecvate, cum ar fi foile de oțel laminate la rece sau aliajele de aluminiu. Procesul de procesare include următorii pași principali:
Tăiere și pretratare: În primul rând, foaia de metal este tăiată la dimensiunea corespunzătoare și curățată pentru a îndepărta uleiul și oxizii de suprafață.
Pre-poansonare: Perforarea găurilor sau canelurilor pe tabla de metal pentru operațiunile ulterioare pentru a îmbunătăți plasticitatea materialului.
Ambutire adâncă: Tabla de metal este plasată într-o matriță de trage și foaia este întinsă treptat și formată prin presiune. Această etapă poate include mai multe etape pentru a se asigura că foaia nu se crăpă în timpul procesului de formare.
Finisare și inspecție: Panourile ușii după formare sunt tăiate pentru a îndepărta resturile în exces, iar dimensiunile sunt verificate și calitatea este inspectată.
2.2 Puncte tehnice
Selectarea materialului: Grosimea, duritatea și ductilitatea materialului au un impact direct asupra calității ambutisării adânci. Materialele prea dure pot provoca fisuri, în timp ce materialele prea moi pot să nu poată menține forma.
Designul matriței: Designul matriței trebuie să fie precis pentru a se asigura că tabla de metal poate fi întinsă uniform fără deformare. Sistemul de lubrifiere și răcire al matriței este, de asemenea, crucial pentru a reduce frecarea și acumularea de căldură.
Parametri de formare: Inclusiv parametri precum viteza de tragere, presiunea și temperatura, care trebuie ajustați în funcție de proprietățile materialului și cerințele produsului finit pentru a obține cel mai bun efect de formare.
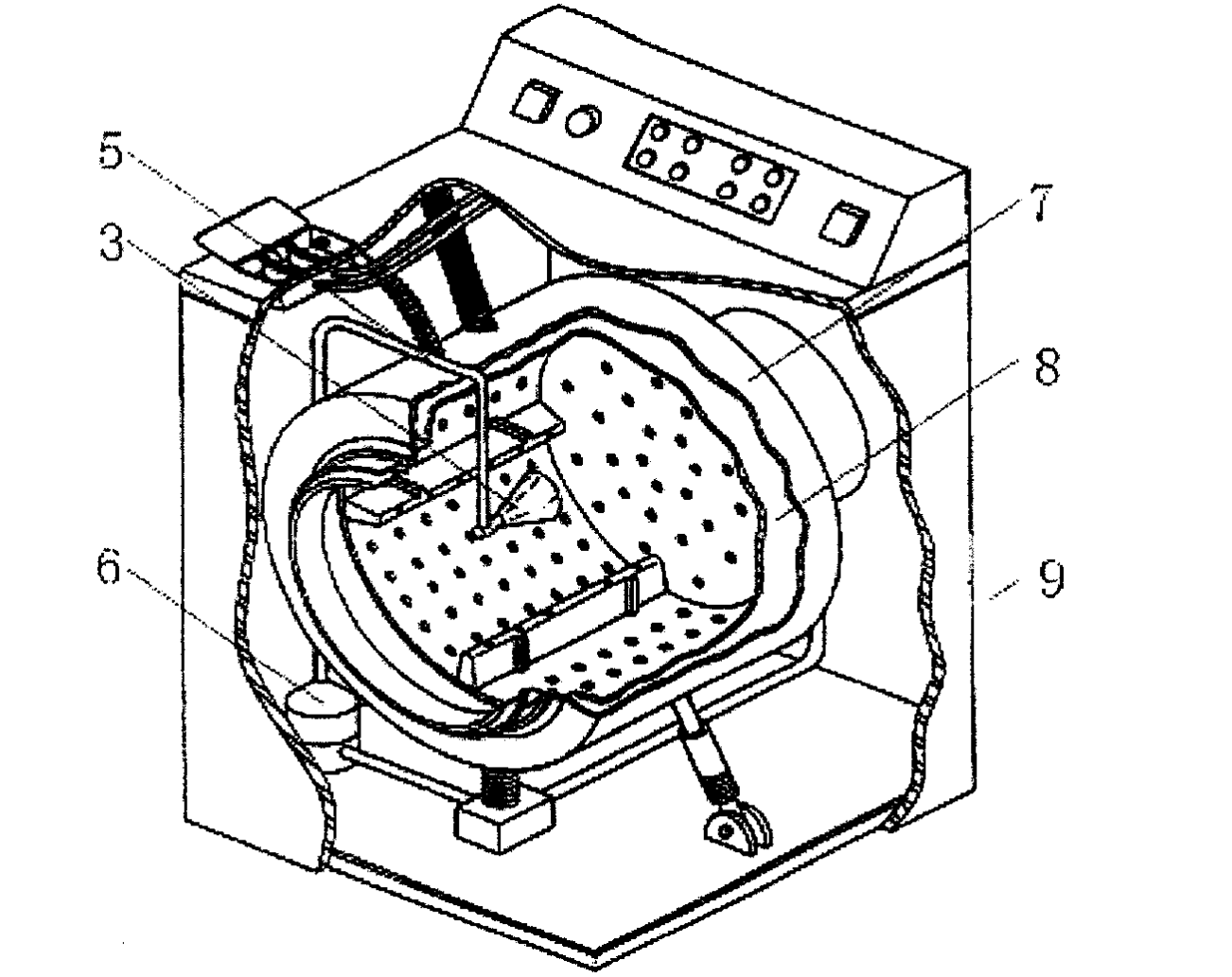
3. Procesul de embotire adâncă a tamburului mașinii de spălat
3.1 Fluxul procesului
Procesul de producție al tamburului mașinii de spălat este similar, dar cerințele sunt mai stricte:
Selectarea și prelucrarea materialului: Selectați plăci de oțel rezistente la coroziune, cum ar fi oțelul inoxidabil, pentru tăiere și tratarea suprafeței.
Pre-perforare: Pre-perforare găuri în tablă pentru formarea ulterioară.
Formarea desenului: printr-un proces de desenare în mai multe etape, asigurați-vă că suprafața interioară a tamburului este netedă și fără defecte.
Sudarea și tăierea: corpul tamburului trebuie sudat și tăiat după formare pentru a asigura stabilitatea și etanșarea structurii.
Inspecție: Inclusiv teste de etanșeitate, echilibru și durabilitate pentru a asigura performanța și siguranța mașinii de spălat.
3.2 Puncte tehnice
Caracteristicile materialului: Deoarece corpul tamburului mașinii de spălat trebuie să reziste la viteze mari și la temperaturi ridicate, oțelul inoxidabil este un material utilizat în mod obișnuit. Rezistența la coroziune și rezistența materialului sunt cheia.
Tehnologia de desenare: Corpul tamburului mașinii de spălat necesită de obicei o tehnologie de desenare înaltă pentru a asigura rotunjimea și netezimea corpului tamburului evitând în același timp deformarea și concentrarea tensiunilor.
Procesul de sudare: Procesul de sudare de înaltă precizie este esențial pentru a asigura etanșarea și durabilitatea corpului tamburului.
4. Alte produse aplicate procesului de desen
4.1 Caroseria auto
Fabricarea caroseriei de automobile adoptă, de asemenea, procesul de desenare pentru a produce panouri de caroserie în formă complexă, cum ar fi ușile din față și din spate, acoperișuri etc. Acest proces necesită materiale metalice de înaltă rezistență și un design precis al matriței pentru a asigura rezistența și frumusețea corp.
4.2 Căptușeală pentru aragaz
Căptușeala sobei trebuie să fie rezistentă la temperaturi ridicate și șocuri termice. Procesul de ambutisare adâncă este de obicei utilizat pentru a forma tabla metalică într-o căptușeală rezistentă la căldură pentru a oferi o bună conductivitate termică și rezistență structurală.
4.3 Carcasă de avion
Carcasa și componentele aeronavei sunt adesea produse prin procesul de ambutisare adâncă pentru a atinge cerințele de ușoare și rezistență ridicată. Aceste componente sunt de obicei realizate din aliaje de aluminiu sau aliaje de titan, iar performanța și siguranța sunt asigurate prin procese precise de formare.
4.4 Rezervor de apă de incendiu
Rezervoarele de apă de incendiu necesită de obicei o capacitate mare și o rezistență ridicată. Procesul de ambutisare adâncă este utilizat pentru a produce partea de căptușeală a rezervoarelor mari de apă pentru a oferi volum și durabilitate suficient.
In sfarsit
Fiind o tehnologie importantă de prelucrare a metalelor, procesul de ambutisare adâncă este utilizat pe scară largă în fabricarea de produse în multe industrii, de la electrocasnice la automobile. Prin controlul precis al materialelor, al designului matriței și al parametrilor de formare, pot fi produse piese de înaltă calitate pentru a îndeplini diverse cerințe de aplicare.